Check out our White Paper Series!
A complete library of helpful advice and survival guides for every aspect of system monitoring and control.
1-800-693-0351
Have a specific question? Ask our team of expert engineers and get a specific answer!
Sign up for the next DPS Factory Training!

Whether you're new to our equipment or you've used it for years, DPS factory training is the best way to get more from your monitoring.
Reserve Your Seat TodayThe pharmaceutical industry brings with it unique challenges. The chemical integrity of prescription drugs and other high-purity substances relies on the strict control of hundreds of variables. These variables can be air humidity and freezer temperatures.
Since drugs and substances need to be perfectly consistent across each batch, the monitoring and control of production processes is a must - from processing to transport to delivery. For that, many companies deploy Supervisory Control and Data Acquisition (SCADA) systems.
SCADA systems are a very flexible and scalable technology that automates the process of monitoring and control the production of your substances. It brings many advantages to many industries, including to the pharmaceutical.
In this article, we will dive deeper into how SCADA systems are valuable resources for pharmaceutical companies.
A SCADA system is a network of software and hardware components that allows organizations to:

SCADA systems are critical for many different organizations. This is because they are responsible for maintaining the efficiency, processing data for informed decisions, and communicating issues to help prevent network downtime.
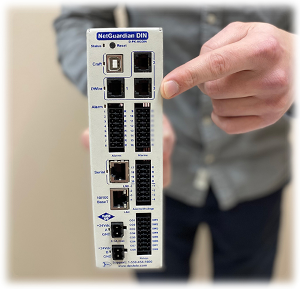
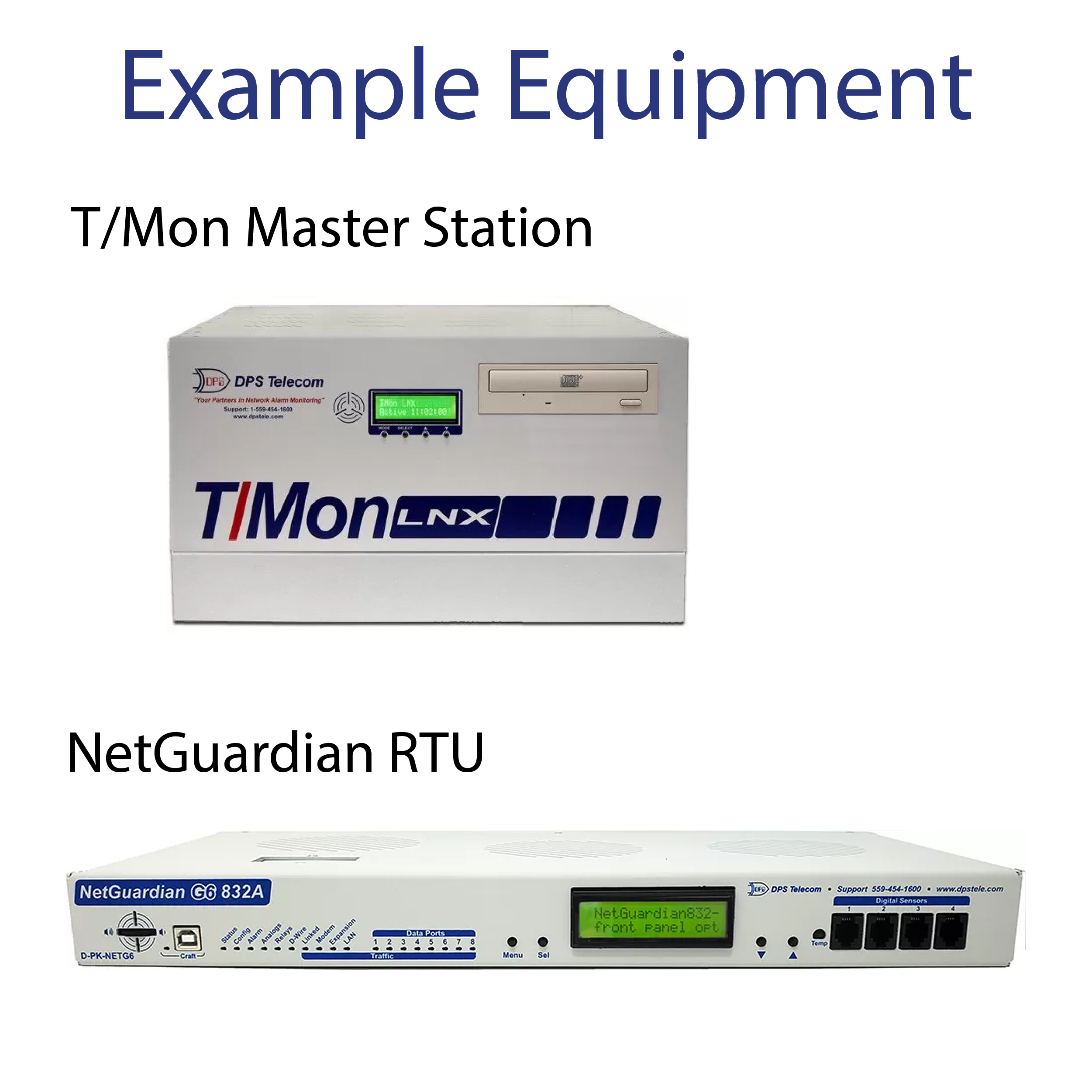
A basic SCADA architecture involves one or more Remote Terminal Units (RTUs) and a Human-Machine Interface (HMI). RTUs are microcomputers that collect information from monitored equipment and send it to your HMI. The HMI will process and display the data, helping your technicians to understand and analyze the information and make smart decisions.
For example, the SCADA system quickly sends an alert to you to let you know that a batch of a determined drug is showing a high incident of production errors. You can pause the operation and view the SCADA system information in your HMI to determine the cause of issues. After reviewing the data, you determined that machine 2 was malfunctioning.
Your SCADA network's ability to notify you and your team of an issue will help you resolve it and prevent loss of products.
Biochemical companies that produce drugs and controlled substances need to satisfy the requirements of the U.S. Food & Drug Administration (FDA). The FDA's Title 21 of the Code of Federal Regulations Part 11 (this is also referred as 21 CFR 11) establishes rules for the use of electronic records and signatures, covering authentication, confidentiality, integrity, availability, and more.
In other words, the 21 CFR 11 regulation determines the types of reports and the requirements for data that must be collected and archived, in order for manufacturers to meet pharmaceutical safety rules. Meeting these requirements is a necessity for companies that produce drugs within North America.
SCADA systems capabilities for reports, traceability, and environmental control procedures allow for these pharmaceutical regulations to be met with a greater degree of accuracy and quality control.
Ensuring that your drug manufacturing procedures are in compliance with U.S. regulations requires that measures are taken to incorporate automated reporting and verification capabilities into a SCADA system. This way, the process information can't be compromised or altered.
A SCADA HMI can create a database and prohibit the alteration of reports after processing the information. Also, some HMIs can easily integrate with SQL databases. This is an excellent way to improve report generating and verification features.
In a nutshell, a SCADA HMI that supports SQL database will usually allow you to:
In addition to helping you meet the FDA requirements, SCADA systems also provide multiple benefits in terms of functionality. Some of these advantages are:
SCADA technologies automate many tasks that you have to manually perform. This means that when you deploy a SCADA system, your team will be able to complete their work more efficiently and faster.
Also, SCADA systems will help you analyze your network processes. As a result, you will be able to optimize these processes to make sure your the crucial tasks for your pharmaceutical company are completed more efficiently.
For any production business, money equals time. SCADA systems will help you save a significant amount of time and energy simply by automating many processes. You will be able to do more within a shorter period of time and you won't have to worry about human error.
The time and resources that you and your team saved can be used to perform other important tasks in your company.
Many SCADA systems will send you immediate alerts when a change of status happens in your network. Usually, these alerts will reach you through whatever method you choose. This can be via text message, email, phone call, or any other method is best for you.
This provides you with visibility over your pharmaceutical production processes from start to finish and when a problem is spotted, it allows for a response in a timely manner.
Your SCADA can also let you establish a prioritized list of people to contact when a notification needs to be sent out. If no action is taken within a specified time frame, then the next person in the list is notified and so on until the issue is properly managed.
A SCADA system that is able to communicate with multiple different types of equipment in your facilities will be better able to incorporate data for reports that will involve your whole site. For example, your SCADA system will be able to verify not only environmental levels such as temperature and humidity but also battery levels and even which employees have accessed the facility at a certain time.
As you might know, unexpected network downtime for pharmaceutical companies can be costly. So, having capabilities to allow for predictive and proactive maintenance of equipment help mitigate downtime.
SCADA systems can collect real-time performance data of all machines in operation, this allows for informed decisions to be made about when maintenance should be performed or scheduled. With real-time information, automated logs and alerts for preventive maintenance, you will be able to ensure that your equipment is serviced before it breaks down or errors happen.
SCADA can also have the functionality to create reports. This allows you to identify, analyze, and improve various processes within your pharmaceutical business.
These reports will help you identify bottlenecks, analyze production downtime causes, calculate key performance indicators, and report all relevant information in a clear and concise format. In a nutshell, these history report files will give you the means of tracking trends and finding problem areas in your network.
You can use this information to find recurring problems, which will help you prevent future problems. This data can also help with proactive maintenance by allowing for plan maintenance schedules and equipment replacement.
Efficient SCADA HMIs will support exporting history reports as comma-delimited text files, which can be imported into standard software tools like databases and spreadsheets. This way you can use familiar tools, such as Excel, to chart and graph your data, making it visual and clearly understandable for study or presentation.
SCADA systems will bring your company important benefits. But, in order for that to happen, it's critical that you find a competent system. Your monitoring and control functions will be only as good as the SCADA system you choose.
Most of the time, an off-the-shelf solution will attend common requirements and nothing else. If that's all that you need, then you are all set. But, the thing is, no network is exactly alike.
Though a one-size-fits-all approach works for some scenarios, this often makes SCADA systems seem out of reach for many businesses with unique needs. Most of the time, off-the-shelf SCADA systems will not be able to help you if you have special requirements. In those cases, you need a perfect-fit solution.
At DPS, we take care of your project from start to finish - from planning to shipping. We're a vertically integrated company, so our clients treat us like their own engineering company. In addition to offering all of the SCADA capabilities available with traditional systems, we can adjust your solution to accommodate any singular need you have.
Whatever your unique goals are, our engineers will work with you to establish a perfect-fit SCADA solution that will handle everything you need. Call us today to get started.

Morgana Siggins
Morgana Siggins is a marketing writer, content creator, and documentation specialist at DPS Telecom. She has created over 200 blog articles and videos sharing her years of experience in the remote monitoring industry.