Check out our White Paper Series!
A complete library of helpful advice and survival guides for every aspect of system monitoring and control.
1-800-693-0351
Have a specific question? Ask our team of expert engineers and get a specific answer!
Sign up for the next DPS Factory Training!

Whether you're new to our equipment or you've used it for years, DPS factory training is the best way to get more from your monitoring.
Reserve Your Seat Today
Buying a remote monitoring system is a substantial investment of both your company's budget and the credibility of the individual recommending the purchasing - you. Of course, you want to have peace of mind when you're making this investment, as well as a guarantee that your gear will be a high-quality, perfect-fit solution to your monitoring needs.
However, network monitoring can become a highly technical and specialized field pretty quickly. Unless you've made remote monitoring your life's work, you'll want to have an expert answering your questions and giving you trustful advice when you're planning your system.
Rest assured that you're not the only with many questions, trying to decipher the remote monitoring world. If you're in the path of finding out everything you can do with network monitoring, it's natural that you'll have plenty of questions regarding this subject. This is especially expected if you just started looking for a best fit vendor and product options.
Your best bet in terms of finding a reliable vendor is asking as many questions as you can and comparing the answers in order to find a seller or manufacturer that will best match your requirements.
To help you through this journey, I'll answer the nine most common questions I get from clients in terms of purchasing monitoring equipment. You can use these same questions as a template to take to any prospected vendors you have in mind.
I've been working at DPS for a while, and interacting with clients almost every day, this is one of the questions I answer the most.
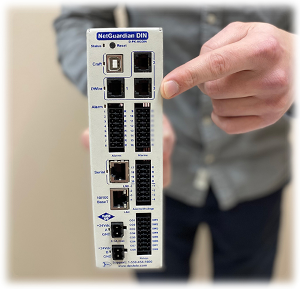
RTUs can range from $700 dollars to a couple thousand dollars. The difference is whether it's a small unit with minimal features, or a large RTU with all the bells and whistles. This simply means that the more capacity you need, the more expensive your device will be.
This certainly is great news if you have just a few sites you need to monitor. However, remember to allow room for growth when selecting your device - within reason. The more you play around with your remote monitoring devices, the more you'll find new equipment that could be managed as well.
Of course it's better to have more capacity than you currently need instead of having to purchase a new unit when your network only grows a bit over time, but you also don't want to overkill it and break your budget. Let's say that your actual requirements involve monitoring only 4 contact closures, there's absolutely no need to buy an RTU with capacity for a hundred. Your best bet would be doubling up your count - and get an RTU with capacity for 8 contact closures. Also, make sure to ask your possible vendor if their devices have expansion capabilities.
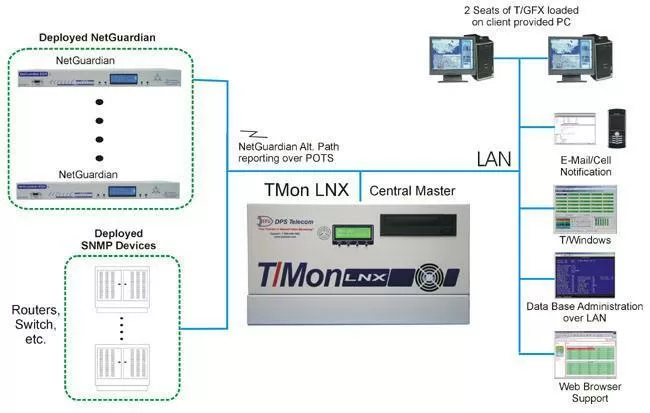
A master station can cost anywhere from $5,000 to tens of thousands of dollars. This can vary from the number of sites that you have to monitor to how many protocols you're communicating with.
Master stations follow the same premise of RTUs. The more capacity you need the more expensive your master will be.
The common lifespan of an RTU is about 10 to 15 years. The driving force to pull it out of the field is infrastructure change or security requirement that's been pushed down.
It's sometimes frustrating for our sales team when we call a client after 10 to 15 years of the deployment and everything is still working great and they'll continue to use our gear not wanting to look at our newer equipment.
We bring this upon ourselves, of course. Since we subject all of our equipment to rigorous testing, this ensures that your network is in the best hands possible. By testing all of the components in each unit under extreme conditions, we're sure that we're delivering you an RTU that will stand up to even the most extreme conditions. We conduct several rigorous tests on every single unit of every model manufactured.
These are the tests that we conduct:
Functional testing
This the most obvious, yet the most important test. We wouldn't be able to offer you reliable products if they don't function properly. So, functional testing makes sure that the unit does what it's supposed to do in the way that it's supposed to do it. This includes making sure that the analogs, alarms, controls, and other functions are working properly.
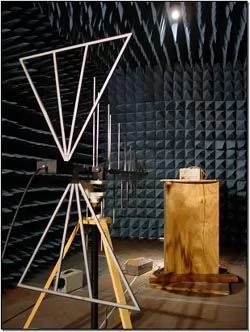
EMI test
Electromagnetic Interference testing, or simply EMI testing, looks for interference emitted by your unit and from external sources. If your unit is susceptible to EMI, it may cause a disruption in data transfer or - in some cases - even the complete corruption of data. With this test, we can tell how much interference the unit can endure and still function correctly.
Temperature cycle test
The temperature test is more than just a test to see how cold you can get the unit while maintaining function. We cycle the units between its most extreme low and high temperature ranges. Each unit is cycled 8 times to not only show that it can operate in those temperatures, but also that it can endure the constant change. While your gear may not experience this abrupt switching of temperature, it's still an important test to make sure your equipment is durable.
Power cycling test
This is a somewhat simple test. It involves having each unit switched on and off for a period of time of about 12 hours to ensure that it'll maintain its functionality. Power cycling tests ensure that the unit won't stop working after only a few boot ups. It also simulates power surges and outages, such as in the case of a bad storm.
Temperature-power cycle test
Like the name suggests, this test will combine the components of the previous two tests to make them into one. It's designed to put extreme stress on the units to make sure they're durable. To perform this test, we subject the unit to either extreme heat or extreme cold, holding it there for at least 12 hours. The unit is continuously power-cycled during the 12 hour period.
These tests are extremely good indicators of equipment quality, but sometimes they won't be able to match the conditions and stress your equipment will face 100%. So, proven design is the ultimate test and the greatest proof of quality. Even though DPS offers custom units, the main components have been time-tested and proven to last. Our equipment has been field tested and proven to last.
DPS is located in Fresno, California.
In the market for more than 30 years, we design the circuit and manufacture boards here, and we even manufacture the metal chassis as well. Basically, we're a vertically integrated company that offers you expertise from design concept to final manufacture and tech support - we control every aspect of production in-house.

We actually go from very small local companies to very large, regional companies. We span multiple industries, such as:
This one of the best questions to ask any prospected vendor, actually. This is a point that I recurrently touch: don't simply take your vendor's words as the absolute truth. Always ask for references and to see testimonials.
We have a direct selling model. That's because we do a detailed consultation that assesses our clients' true needs. We make sure to determine your present needs as well as what you need in order to achieve your future goals. Then, we design an alarm monitoring application that will serve as a bridge between your current state and your future objective. With all that we can create a perfect-fit solution for your unique scenario.
However, some of our clients find it easier to work through a distributor because they're already into their system. Some of the clients that we work with are Walker, and Graybar, so in this case we work both with the clients and the distributors to make sure the proper RTU is spec-ed, sold, and makes it to the end user.
We offer multiple ways of getting an eval unit.
Purchase Order
The most common way is to send in a purchase order. You have 30 days to evaluate the unit, if it doesn't meet your expectations, just send it back. As a matter of fact, any of our products are backed by our 30-day, no-risk, money-back guarantee - which means that you can get any device and test it for 30 days.
Loaner Agreement
If you have difficulty getting a purchase order, the second method is the DPS loaner agreement. Simply sign the agreement and we'll send out the unit for a 30 day - or for the allotted time - evaluation. This will give the opportunity to actually use the product, and you can explore its full features before making your purchase decision. If the unit isn't returned, we'll simply invoice you for the unit.
Field Trials
Field trials are another method for evaluating our equipment. In this case, DPS will come out to your location and help you set up the equipment in a lab environment or at a test location. This way, we can offer our expertise on getting the equipment installed and up and running, and make sure everything is working with your other gear. This is a great a way for us to understand your environment and for you to get the equipment up and running quickly.
I'll break this down into master stations versus RTUs.
For master stations, DPS typically does turn up assistance. Here, our staff will come out, help you get it installed, and then start training you on how to database and use our master stations.
For RTUs, DPS doesn't officially do the installation. What we'll typically do is train your staff. We'll even go out to one or two sites with a complete set of training materials to help your staff on their first couple of deployments. This way we'll be able to print out the best practices and you'll have an informed and knowledgeable staff.
Another good way to help you get familiarized with our RTUs and master stations is attending our factory training. Several times a year, we host a training event here at our HQ in Fresno, California. This is a practical, hands-on, week-long course, where you'll learn from the same engineers and technicians who designed and built your network reliability management system.
DPS products typically ship within 14 to 30 days. Since we offer you multiple options, we build to order, with the specs, alarm capacity, and features that best meet your needs.
Of course you'd want to receive your product in only 2 days, but remember that ready-to-ship is only a good idea if the product is already a perfect fit for you. Keep in mind that quality comes with a longer lead time - not the other way around.
These are the most common questions my team and I get on a daily basis - but, the best strategy for you would be to ask these questions to any vendor you might be considering and compare answers. This is a good way for you to get a better insight of which company you should work with.
If you have any other questions that I didn't answer or if you want to discuss more about remote monitoring, you can go ahead and give us a call or just send us an email.

Andrew Erickson
Andrew Erickson is an Application Engineer at DPS Telecom, a manufacturer of semi-custom remote alarm monitoring systems based in Fresno, California. Andrew brings more than 19 years of experience building site monitoring solutions, developing intuitive user interfaces and documentation, and opt...